
Notre savoir-faire - Le dévouement à la Haute Horlogerie
Franck Muller est fier de présenter sa campagne artisanale qui met en avant les métiers nécessaires à la création d'un garde-temps. Grâce à ses incroyables capacités internes, la marque peut repousser encore plus loin les limites de l'horlogerie avec des complications innovantes et une grande technique, tout en respectant pleinement la tradition horlogère suisse.


Faire un mouvement
Le Tourbillon Calendrier Perpétuel, complication empirique, est entièrement fabriqué en interne. À partir de centaines de fiches techniques pour tous les composants, ces derniers sont ensuite fabriqués, délicatement décorés et perfectionnés avant d'être incorporés dans ce mouvement exceptionnel.
Composer un numéro
Les cadrans Franck Muller sont entièrement fabriqués en interne dans notre usine située aux Bois, dans le Jura suisse. L'art et le talent qui se cachent derrière un cadran Franck Muller sont incroyables. Chaque cadran nécessite 20 couches de laque et requiert une période de séchage d'une heure pour chaque couche. Enfin, les chiffres Luminova soigneusement peints à la main complètent l'œuvre d'art.
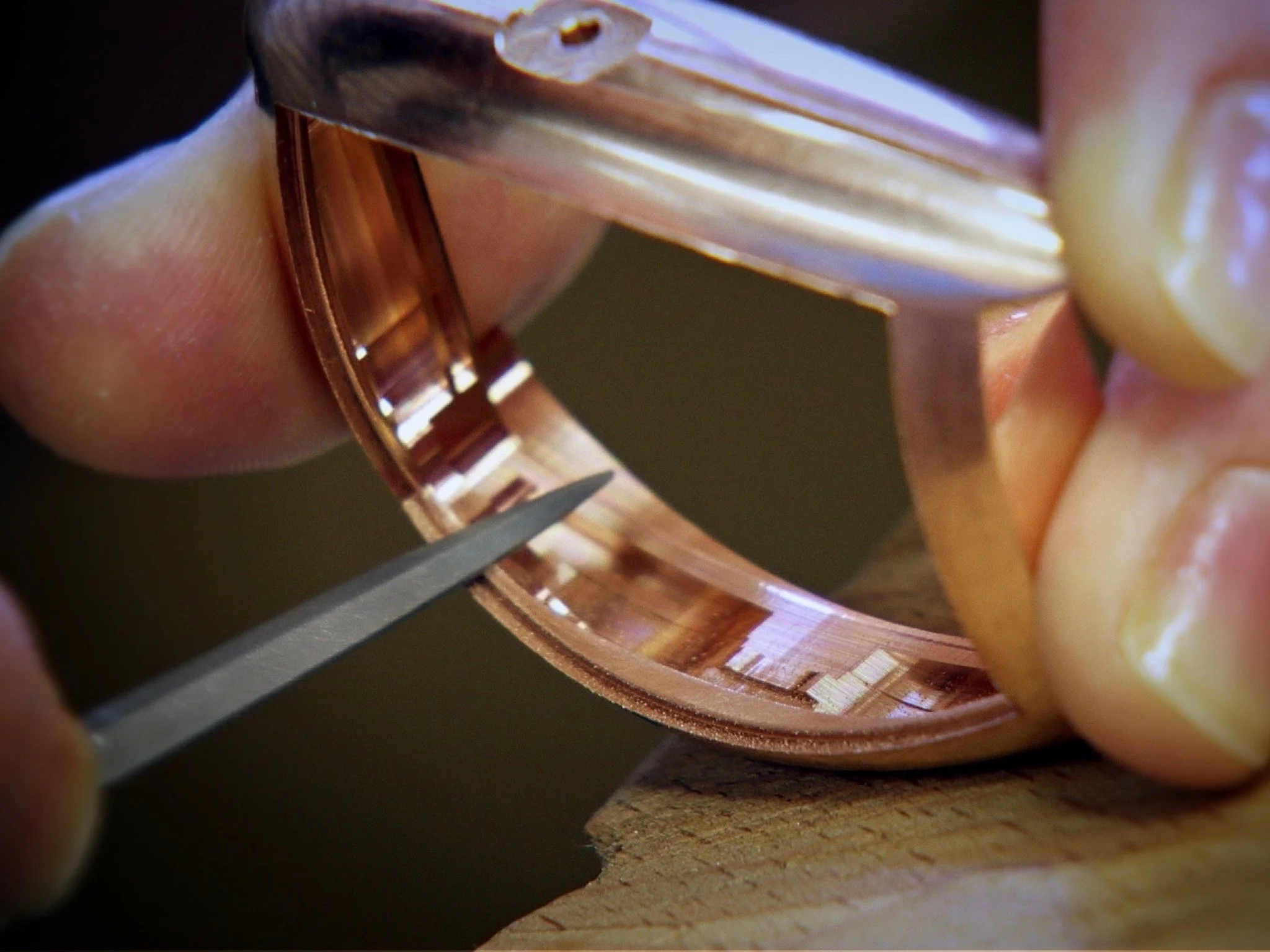
Argumenter
Les boîtiers Franck Muller sont entièrement fabriqués en interne. Ils sont estampillés dans notre usine de La-Chaux-De-Fonds, puis livrés à Watchland à Genève pour être finalisés. Tous les boîtiers sont polis artisanalement à la main. De plus, les boîtiers en diamant nécessitent une quantité incroyable de temps et de maîtrise pour être réalisés, en particulier pour la Cintrée Curvex où il est très difficile de sertir à la main les diamants le long de ses courbes.
Nos décorations de montres
Les garde-temps créés par Franck Muller offrent la quintessence de l'esthétique et une finition exceptionnelle de chaque composant de nos mouvements horlogers, qu'ils soient visibles ou non. Le niveau de soin qui leur est apporté dans nos ateliers rend les montres Franck Muller vraiment exceptionnelles. Elles sont au sommet de l'art de l'horlogerie.

Gravure
Nous utilisons la gravure pour personnaliser et embellir nos montres à fond ouvert. Les motifs délicats, gravés sur les différentes parties des mouvements, sont de magnifiques ornements qui donnent à une montre sa personnalité unique.
Côtes de Genève
Cette finition, appelée Geneva stripes en anglais, ressemble à de petites vagues parallèles formées sur une surface métallique. Elles sont présentes sur les ponts et la platine du rotor. Célèbre aujourd'hui, cette forme de décoration a été, pendant de nombreuses années, un signe distinctif de l'horlogerie genevoise.


Spotting
Connu également sous le nom de perlage en français, ce décor est constitué de cercles ou de taches qui se chevauchent légèrement. On le trouve principalement sur les surfaces d'appui des platines des mouvements de montres. Il est réalisé à la main par des artisans qualifiés.
Brossage des rayons du soleil et escargot
Le brossage de rayons solaires est une décoration composée de lignes droites allant du centre vers le bord de la pièce et représentant les rayons du soleil. Une variante de cette décoration est le serpentin, un motif composé non pas de lignes droites mais de légères spirales. Ces finitions se retrouvent principalement sur le segment du rotor et le canon.


Biseautage
Cette finition artisanale consiste à couper l'arête entre la surface et les côtés d'une pièce, créant, le plus souvent, un chanfrein à 45°, qui est ensuite soigneusement poli. Outre l'aspect esthétique, cela permet d'éliminer les arêtes vives, source de crénelage, qui pourraient perturber le bon fonctionnement du mouvement.
Polissage des miroirs
Le polissage miroir, également appelé polissage noir ou polissage en bloc, représente le plus haut degré de polissage possible. Il ne laisse aucune trace visible et produit des effets optiques exceptionnels. La lumière est réfléchie dans une seule direction et, selon l'orientation, la pièce passe du noir profond au blanc éclatant.


Grenaillage
Le grenaillage est un procédé de traitement de surface, similaire au sablage. Il consiste à soumettre une surface à un jet de microbilles de verre, qui la décape sans l'endommager. La surface ainsi obtenue est brillante, comme du satin. Outre l'aspect esthétique, il permet d'éliminer les arêtes vives, source de crénelage.
Satinage
Il s'agit de décorer une surface métallique avec une série de rayures parallèles extrêmement fines. L'effet créé est régulier, propre et capte la lumière sous plusieurs angles. Il doit être uniforme et, surtout, l'alignement des micro-rayures doit être parfaitement parallèle.


Grainage circulaire
Le grainage circulaire est un satinage circulaire, une forme de lissage qui produit de fines lignes circulaires et ajoute de la brillance. Ce décor est obtenu en pressant un "baff", un bâton de polissage, sur la surface d'une pièce en rotation.
Polissage au diamant
Le polissage diamanté est réalisé par tournage ou fraisage sur des métaux non ferreux, à l'aide d'outils sertis de diamants. Le polissage au diamant est utilisé pour produire des surfaces très brillantes, par exemple sur les biseaux des ponts.


Dessin
L'artisan commence par éliminer les marques d'usinage et les bavures sur les flancs, puis il entame le processus d'étirage, en utilisant différentes limes pour obtenir un aspect lisse et propre. Ces procédés laissent des marques et des stries. Un lissage et un polissage soigneux permettent d'obtenir une surface adoucie et régulière, essentielle pour un bon biseautage.
Placage en rhodium
Le rhodiage consiste à déposer par électrolyse une couche d'or 24k puis de rhodium sur un composant afin d'éviter la corrosion et de prolonger sa durée de vie.
